316L不锈钢管道焊接工艺
(1)焊接方法:该领域的大部分不锈钢管和大小,根据不锈钢的焊接特点,尽可能减少热量输入,手工电弧焊、氩弧焊采用两种方法,d > 159 mmΦ采用氩弧焊、手工电弧焊。D≦Φ159毫米都使用氩弧焊。焊机采用手工/氩弧焊弧和400 WS7逆变式弧焊机。
(2)焊接材料:奥氏体不锈钢专用钢,以满足联合具有相同的性能,应遵循“等成分”的原则选择焊接材料,同时加强之间的联合热裂纹和腐蚀能力,使少量的铁素体中出现,选择HooCr19Ni12Mo2氩弧焊焊丝、手弧焊电极CHSO22作为填充材料,其成分如表1和表2所示。
表1 焊丝HOOCr19Ni12Mo2化学成分(%)
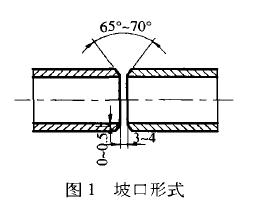
(4)焊接坡口形式和装配位置。使用V型槽,槽焊接电流较低的形式,渗透很小,因此槽钝的边缘比碳钢、小约0 - 0.5毫米,坡口角度比碳钢、约为65°- 700°,图中所示的形式。
不锈钢的热膨胀系数较大,大型焊接时产生焊接应力,采用严格的焊接位置。对d≦Φ89毫米管采用两个定位,d =Φ89 -Φ219毫米使用三个定位,d≧219毫米4 o的钟定位,定位焊缝长度是6到8毫米。
(5)焊接技术要求:
(1)手工电弧焊焊接机采用直流反向连接,当使用直流氩弧焊接;
(2),它应该是之前与氧化物涂层焊丝表面的不锈钢钢丝刷来刷去,用丙酮清洗;电极应该在200 - 250℃干燥1小时,为你;
 不锈钢油膜板
不锈钢油膜板 不锈钢冲花板
不锈钢冲花板 不锈钢黄钛金板
不锈钢黄钛金板 不锈钢磨砂板
不锈钢磨砂板